دستگاه برش فلزات ضخیم : راهنمای جامع انتخاب و مقایسه پلاسما، هواگاز و لیزر فایبر

لنز های پروتکشن لیزر فایبر بی کیفیت و ارزان نخر…!!!
خرداد ۱۱, ۱۴۰۵
آموزش برش با دستگاه CNC فلزات
خرداد ۱۱, ۱۴۰۵
مرجعی تخصصی معرفی دستگاه های برش فلزات ضخیم برای مهندسان، مدیران تولید و خریداران صنعتی
انتخاب دستگاه برش فلزات مناسب برای قطعات ضخیم، نقشی حیاتی در بهرهوری، کیفیت نهایی محصول و هزینههای عملیاتی ایفا میکند. در این راهنمای جامع، به بررسی سه تکنولوژی برجسته در این حوزه خواهیم پرداخت: برش پلاسما، برش هواگاز و برش لیزر فایبر. هدف ما ارائه اطلاعات کافی برای انتخاب هوشمندانهترین گزینه بر اساس نیازهای خاص برای دستگاه برش ضخیم فلزات شماست.
مقدمه
فرآیند انتخاب دستگاه برش فلزات ضخیم اغلب با معادلهای چند متغیره مواجه است که در آن پارامترهایی مانند نوع فلز، حداکثر ضخامت، کیفیت سطح برش، سرعت تولید و بودجه باید به دقت سنجیده شوند. آشنایی با اصول فنی، مزایا و محدودیتهای هر روش، سرمایهگذاری شما را از یک تصمیم پرریسک به یک اقدام استراتژیک سودآور تبدیل میکند.
۱. دستگاه برش پلاسما (Plasma Cutting Machine)
نحوه کار
دستگاه برش پلاسما با یونیزه کردن یک گاز (مانند هوا، نیتروژن، اکسیژن یا آرگون) و عبور آن با سرعت بالا از یک نازل باریک، قوس پلاسمای داغ و پرانرژی تولید میکند. این پلاسما با دمایی در محدودهی (۱۵,۰۰۰C°) تا (۳۰,۰۰۰C°)، فلز را به سرعت ذوب کرده و با فشار جت گاز، مواد مذاب را از محل برش خارج مینماید. فرآیند توسط یک منبع تغذیهی DC و یک مشعل (تورچ) انجام میشود.
مزایا
- سرعت بالا: سرعت برش پلاسما به خصوص در ضخامتهای کم و متوسط (تا حدود ۱۵ میلیمتر) بسیار بالاست و از برش هواگاز پیشی میگیرد.
- کیفیت برش مناسب: قادر به تولید برشهای تمیز با لبههایی نسبتاً صاف و دقت قابل قبول است.
- قابلیت برش فلزات رسانا: توانایی برش طیف وسیعی از فلزات رسانا از جمله فولاد نرم، استنلس استیل، آلومینیوم، مس و برنج را دارد.
- هزینه اولیه معقول: سرمایهگذاری اولیه نسبت به لیزر فایبر به مراتب کمتر و مقرون بهصرفهتر است.
- برش روی سطوح زنگزده یا رنگشده: حساسیت کمتری نسبت به وضعیت سطح قطعه کار دارد.
معایب
- هزینه مصرفی: نیاز مداوم به گاز (پلاسما و گاز محافظ) و قطعات مصرفی با عمر محدود مانند الکترود، نازل و سپرهای گردان.
- عرض برش (Kerf) بیشتر: پهنای شیار برش در پلاسما از لیزر بیشتر است که منجر به هدررفت بیشتر مواد خام میشود.
- منطقه تأثیر حرارتی (HAZ): ایجاد منطقهای با تغییرات متالورژیکی در اطراف برش که ممکن است نیاز به عملیات ثانویه مانند سنگزنی داشته باشد.
- زاویه دار شدن لبهها (Bevel): در برش ضخامتهای بالا، ممکن است لبهها کاملاً قائم نباشند.
- نیاز به تهویه قوی: به دلیل تولید حجم قابل توجهی از دود، گازهای مضر و صدا.
- محدودیت در جزئیات فوقالعاده ریز: برای کارهای بسیار ظریف و پیچیده مانند لیزر مناسب نیست.
کاربردها
- صنایع ساخت سازههای فلزی (اسکلتهای ساختمانی)
- تعمیرات و نگهداری ماشینآلات سنگین
- ساخت تابلوهای تبلیغاتی فلزی و حروف برجسته
- صنایع دریایی و ساخت کشتی
- کارگاههای تولیدی عمومی و فروشندگان ورق فلز
- صنایع کشاورزی و ساخت ادوات
۲. دستگاه برش هواگاز (Oxy-fuel Cutting Machine)
نحوه کار
این روش سنتی بر اساس فرآیند احتراق و اکسیداسیون کار میکند. ابتدا شعلهای با ترکیب یک گاز سوختنی (متداولترینها: استیلن، پروپان، گاز طبیعی) با اکسیژن، ناحیهای از فلز (فولاد) را تا دمای احتراق (حدود C°۸۷۰ تا C°۹۸۰ برای فولاد) پیشگرم میکند. سپس، جتی از اکسیژن خالص با فشار بالا به این ناحیه تابانده میشود. این اکسیژن با آهن واکنش داده و اکسید آهن (سرباره) تولید میکند. گرمای حاصل از این واکنش گرمازا، فرآیند را ادامه داده و جت اکسیژن، سرباره مذاب را از مسیر برش خارج مینماید.
مزایا
- قابلیت برش فلزات بسیار ضخیم: بهترین و مقرونبهصرفهترین روش برای برش فولادهای سنگین با ضخامتهای ۵۰ میلیمتر به بالا، حتی تا ۳۰۰ میلیمتر و بیشتر.
- هزینه عملیاتی پایین: گازهای مصرفی (سوخت و اکسیژن) نسبتاً ارزان هستند.
- هزینه اولیه پایین: قیمت خرید دستگاه (چه دستی و چه CNC) در مقایسه با پلاسما و لیزر بسیار کمتر است.
- قابلیت حمل و نقل عالی: دستگاههای برش هواگاز دستی و سیار برای کار در مکانهای مختلف و سایتهای ساختوساز ایدهآل هستند.
- عدم وابستگی به برق: بسیاری از مدلهای ساده فقط به منبع گاز نیاز دارند و برای محیطهای فاقد برق صنعتی مناسبند.
- توانایی برش، جوشکاری و گرمکاری: با تغییر مشعل میتوان از آن برای عملیات حرارتی دیگر نیز استفاده کرد.
معایب
- سرعت برش پایین: کندترین روش در میان سه تکنولوژی مورد بحث، به ویژه در ضخامتهای کم.
- کیفیت برش پایینتر: لبههای برش معمولاً ناهموار، دارای سرباره چسبنده (SLAG) و نیازمند پرداخت کاری سنگین پس از برش هستند.
- محدودیت شدید در نوع فلز: عمدتاً فقط برای فولادهای کربنی و کم آلیاژ کاربرد دارد. قابلیت برش استنلس استیل، آلومینیوم یا مس را ندارد.
- عرض برش (Kerf) زیاد: بیشترین میزان هدررفت ماده خام را در بین سه روش دارد.
- منطقه تأثیر حرارتی (HAZ) بسیار وسیع: اعمال حرارت گسترده باعث اعوجاج ( deformation ) وتنش تغییرات نامطلوب در خواص فلز پایه میشود.
- مخاطرات خطر ایمنی: جابجایی و استفاده از کپسولهای گاز تحت فشار و شعلهی باز نیازمند رعایت دقیق پروتکلهای ایمنی است.
کاربردها
- بازیافت فلزات و برش قراضههای بسیار ضخیم
- تخریب و برش سازههای فلزی قدیمی
- تعمیرات سنگین و کارهای سیار در معادن و پروژههای عمرانی
- کارگاههای کوچک با حجم کار کم و بودجه محدود
- صنایع ساخت مخازن تحت فشار بسیار ضخیم
- عملیات اولیه برای آمادهسازی قطعات قبل از ماشینکاری
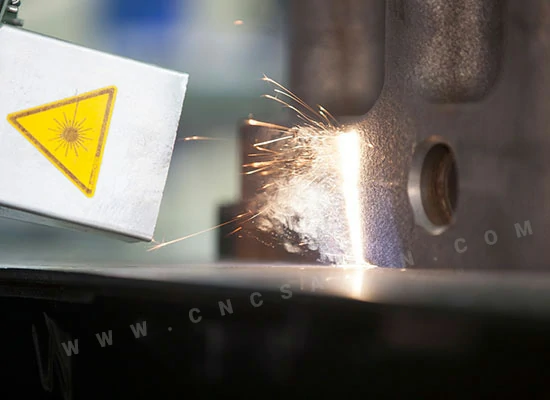
۳. دستگاه برش لیزر فایبر (Fiber Laser Cutting Machine)
نحوه کار
در این تکنولوژی پیشرفته، پرتو لیزر با طولموج خاص (حدود ۱ میکرون) در دیودهای نیمههادی تولید و سپس توسط فیبر نوری تقویت و هدایت میشود. این پرتو با چگالی انرژی بسیار بالا روی سطح فلز متمرکز میگردد. انرژی متمرکز شده در یک نقطه کوچک، دمای فلز را به سرعت از نقطه ذوب فراتر برده و باعث ذوب و تبخیر موضعی میشود. یک جت گاز کمکی (معمولاً نیتروژن برای برش تمیز یا اکسیژن برای افزایش سرعت در فولاد) هممحور با پرتو لیزر، مواد مذاب و بخارشده را به سرعت از کِرْف خارج میکند.

مزایا
- دقت و ظرافت فوقالعاده: قادر به تولید برشهایی با تلرانسهای بسیار پایین در حد (۰.۰۵ mm) و جزئیات پیچیده است.
- عرض برش (Kerf) بسیار کم: حداقل هدررفت ماده خام، که در تولید انبوه صرفهجویی قابل توجهی ایجاد میکند.
- حداقل منطقه تأثیر حرارتی (HAZ): تمرکز انرژی بالا و سرعت کار، تغییرات متالورژیکی در فلز پایه را به حداقل میرساند.
- سرعت برش بسیار بالا: سریعترین روش برای ورقهای با ضخامت کم و متوسط (تا ۲۰-۲۵ میلیمتر بسته به جنس).
- انعطافپذیری و تطبیقپذیری بالا: قابلیت برش طیف گستردهای از مواد شامل فولاد کربنی، استنلس استیل، آلومینیوم، مس، برنج و حتی برخی مواد غیرفلزی.
- کیفیت لبه برش بینظیر: سطح برش صاف و عاری از سرباره، اغلب نیاز به هیچگونه پرداخت ثانویهای ندارد.
- اتوماسیون و یکپارچگی کامل: سازگاری ایدهآل با سیستمهای CNC، امکان برش سه بعدی و ادغام با خطوط تولید رباتیک.
- بهرهوری انرژی: بازده الکترواپتیکی بالاتر نسبت به لیزرهای CO₂ قدیمی.
معایب
- هزینه سرمایهگذاری اولیه بسیار بالا: گرانترین گزینه در بین سه روش.
- محدودیت در برش فلزات بسیار ضخیم: اگرچه مدلهای پرتوان قادر به برش فولاد تا ۵۰ میلیمتر هستند، اما از نظر اقتصادی و کیفی رقابت با هواگاز یا پلاسمای قوی در این ضخامتهای بالا دشوار است.
- هزینه نگهداری تخصصی: نیاز به محیط تمیز، سیستم خنککننده و سرویس دورهای قطعات اپتیکی حساس دارد.
- وابستگی به برق پایدار و پرظرفیت: مصرف برق بالا و حساسیت به نوسانات ولتاژ.
- محدودیت در برش مواد بازتابنده: برش موادی مانند مس و برنج خالص با درجه خلوص بالا با مدلهای معمولی چالشبرانگیز است.
کاربردها
- صنایع پیشرفته و با تکنولوژی بالا (هوافضا، خودروسازی، پزشکی)
- تولید قطعات دقیق مکانیکی و الکترونیکی
- ساخت قطعات تزئینی، معماری و دکوراسیون فلزی
- صنایع تولید لوازم خانگی
- ساخت قالب و ابزار دقیق
- برش لوله و پروفیل با دقت بالا
جدول مقایسه جامع
| دستگاه برش لیزر فایبر | دستگاه برش هواگاز | دستگاه برش پلاسما | ویژگی |
| طیف وسیع (فولاد، استیل، آلومینیوم، مس، برنج) | آهنی(فولاد کربنی) | رسانا(فولاد، استیل، آلومینیوم،مس) | فلزات قابل برش |
| نازک تا متوسط(بسته به توان لیزر) | بسیار ضخیم | متوسط تا ضخیم(بسته به آمپر) | حداکثر ضخامت برش |
| بسیار بالا( به ویژه در ضخامت های کم) | پایین | بالا | سرعت برش |
| عالی | متوسط | خوب | دقت برش |
| عالی(صاف و صیقلی) | متوسط( نیاز به پرداخت) | خوب تا عالی | کیفیت لبه برش |
| بسیار کم | زیاد | متوسط | عرض برش (Kerf) |
| حداقل | وسیع | متوسط | منطقه تاثیر حرارتی(HAZ) |
| بالا | پایین | متوسط | هزینه اولیه |
| متوسط تا بالا(برق، گاز، نگهداری) | پایین | متوسط(مصرف گاز و الکترود) | هزینه عملیاتی |
| عالی | محدود | خوب | پیچیدگی اشکال |
راهنمای انتخاب دستگاه مناسب
برای انتخاب بهترین دستگاه برش فلزات ضخیم، این چکلیست گام به گام را دنبال کنید:

دستگاه برش فلزات ضخیم هواگاز پلاسما
۱. تحلیل نیازمندیهای فنی
- نوع فلز: آیا فقط با فولاد معمولی کار میکنید یا آلومینیوم، استنلس استیل و مس نیز در پروژهها وجود دارد؟
- حداکثر ضخامت: ضخیمترین قطعهای که باید برش داده شود چیست؟ (عدد واقعبینانه تعیین کنید).
- کیفیت سطح و دقت مورد نیاز: آیا برش نهایی نیاز به پرداخت دارد یا مستقیماً مونتاژ میشود؟ تلرانس قابل قبول چقدر است؟
- سرعت تولید مورد انتظار: حجم کار روزانه/ماهیانه چقدر است؟ آیا سرعت، فاکتور حیاتی است؟
۲. بررسی محدودیتهای مالی و زیرساخت
- بودجه سرمایهگذاری اولیه: چه مقدار میتوانید برای خرید دستگاه، نصب و راهاندازی اولیه هزینه کنید؟
- بودجه عملیاتی: هزینههای مستمر گاز، برق، قطعات مصرفی و نگهداری چقدر میتواند باشد؟
- زیرساخت کارگاه: آیا برق صنعتی سه فاز با قدرت کافی دارید؟ سیستم تهویه مناسب وجود دارد؟ فضای کافی برای دستگاه و ایمنی کار فراهم است؟
۳. تطبیق فناوری با نیاز (نقشه تصمیمگیری)
اگر فقط فولاد کربنی با ضخامت بیشتر از ۵۰ میلیمتر، بودجه اولیه کم و کیفیت اهمیت ثانویه دارد، هواگاز بهترین گزینه است.
اگر فلزات مختلف با (ضخامت بیشتر از ۴۰ میلیمتر) و (کیفیت و سرعت بالا است) و (بودجه اولیه زیاد مد نظر هست، لیزر فایبر بهترین گزینه هست.
اگر (فلزات مختلف) و (طیف وسیعی از ضخامتها) و (تعادل بین کیفیت، سرعت و هزینه) مورد نیاز است، پلاسما گزینه همهکاره و متعادل است.
۴. ملاحظات بلندمدت
- مقیاسپذیری: آیا کسبوکار شما در حال رشد است؟ دستگاهی بخرید که پاسخگوی نیازهای ۳-۵ سال آینده نیز باشد.
- پشتیبانی و خدمات پس از فروش: دسترسی به قطعات یدکی و تیم فنی مجرب فروشنده چقدر حیاتی است؟
- انعطافپذیری در برابر پروژههای جدید: آیا ممکن است در آینده نوع مواد یا پیچیدگی طرحها تغییر کند؟
نتیجهگیری
هیچ فناوری برش واحدی به عنوان “بهترین مطلق” برای تمامی کاربردهای دستگاه برش ضخیم فلزات ضخیم وجود ندارد. هر یک از این سه روش – پلاسما، هواگاز و لیزر فایبر – در یک جایگاه استراتژیک و برای پاسخ به نیازهای خاصی بهینه شدهاند.
- برش هواگاز حکم کارگر سنگین و کمتوقع را دارد که در قلمرو ضخامتهای بسیار بالا با کمترین هزینه اولیه حرف اول را میزند، اما در ازای آن از کیفیت و سرعت میگذرد.
- برش پلاسما مانند خودروی چندمنظوره و متعادل است که ترکیب قابل قبولی از سرعت، کیفیت، هزینه و قابلیتها را ارائه میدهد و برای بسیاری از کارگاههای صنعتی گزینهای ایدهآل محسوب میشود.
- برش لیزر فایبر همان مسابقهدهنده با تکنولوژی بالا است که در عرصه دقت، سرعت (در ضخامتهای کم) و کیفیت بیهمتاست، اما بهای این برتری، سرمایهگذاری اولیه سنگین است.
انتخاب نهایی، حاصل ترازوی دقیق میان الزامات فنی پروژه، محدودیتهای مالی و چشمانداز آینده کسبوکار شماست. توصیه میشود پیش از تصمیم نهایی، با ارائه نمونه کارهای واقعی خود به تأمینکنندگان معتبر، از آنان درخواست نمونه برش (Test Cut) کنید تا عملکرد دستگاه را به صورت ملموس با مواد خودتان ارزیابی نمایید. این سرمایهگذاری زمانی و مالی، از انتخاب اشتباه و ضررهای آتی جلوگیری خواهد کرد.