انواع دستگاه های CNC برش فلزات

دستگاه حکاکی لیزری در مقابل دستگاه برش لیزر فایبر
دی ۱۱, ۱۳۴۸
انواع عیوب اصلی جوش در فرآیند جوشکاری و دلایل آن
دی ۱۱, ۱۳۴۸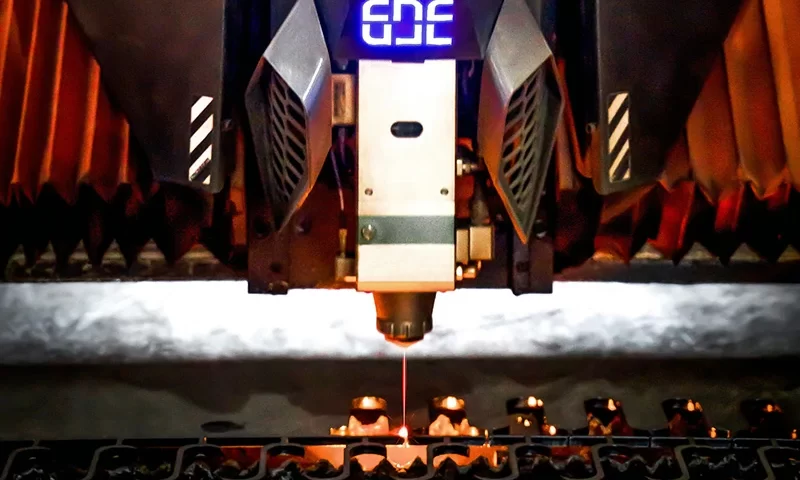
راهنمای جامع روش های متداول برای برش فلزات و انواع دستگاه های CNC برش فلزات
این روزها با پیشرفت صنعت و توسعه کسب و کارهای صنعتی، استفاده از دستگاه های CNC برش فلزات بصورت روز افزون در حال گسترش است. اگر شما هم به دنبال این هستید که اطلاعات و مشخصات کاملی از انواع دستگاه های سی ان سی ، مزایا و معایب آن ها کسب کنید، پیشنهاد میکنیم که در ادامه با ما همراه باشید.
مدت ها است که روش ها و تکنولوژی های متفاوت در صنعت ، برای برش فلزات در حال ظهور است.با آمدن تکنولوژی های جدید ، روش های رایج قدیم به مرور از چرخ خارج شده و جایگزین می شوند.
در حال حاضر جدیدترین روش های رایج برای برش فلزات به ترتیب لیزر فایبر ، لیزر ، پلاسما ، هواگاز و واترجت است که هر کدام ویژگی ها و مزایای گوناگونی دارند.
در این مقاله بصورت تخصصی به معرفی و بررسی این روش ها میپردازیم و از نظر قیمت و شاخص های اقتصادی آن ها را مقایسه و بررسی میکنیم.
همچنین برای دانلود کاتالوگ دستگاه های CNC برش فلزات شرکت CNC سازان میتوانید صفحه کاتالوگ را بررسی کنید.
انواع دستگاه ها و روش های رایج برش فلزات
برای دیدن ویدیوکلیپ های بیشتر دستگاه های CNC برش فلزات میتوانید این صفحه را مشاهده کنید.
شرکت دانش بنیان CNC سازان با تکیه بر دانش مهندسی و ملی جدید ترین تکنولوژی روز لیزر فایبر را در دستگاه های خود به کار برده است.
ماشین برش laser از شرکت دانش بنیان سامانه های دقیق نوین افراز یک ماشین cnc تخصصی و حرفه ای برای تولید و برش با سرعت و کارایی بالا در روش های متداول برشکاری فلزات می باشد. دستگاه برش لیزر فایبر توانایی برش انواع فلزات و آلیاژها را با سرعت ، دقت و دینامیک بالا فراهم می کند.
برش لیزر فایبر

برش فلز ۱۰ میلیمتری با استفاده از دستگاه CNC برش لیزر فایبر
پروسه لیزر روش دقیقی برای برش فلزات از رنج دهم میلیمتر تا ۲۵ میلیمتر است. مهمترین مزیت لیزر دقت و کیفیت بالای سطح برش و لبه های برش در ضخامت های کم است، برش لیزر فولادها روش سریعی نیست چون بر اساس سوزاندن سطح فلز با توان تابشی لیزر و استفاده از گاز اکسیژن برای برش است.مزیت دیگر لیزر سادگی کارکرد با دستگاه است که امکان برش اتوماتیک بدون دخالت و حتی اپراتوری را فراهم میکند
 رایجترین نوع شیوه برشکاری فلزات که خود شامل موارد زیادی در زیرمجموعه خود است، برش لیزری است. این روش معمولاً برای صنایع خاصی مانند نظامی، پزشکی، هوایی، آزمایشگاهی، پژوهشی و … مورد استفاده قرار میگیرد. البته برش لیزری تنها مخصوص فلزات نیست، بلکه میتوان از آن برای برش غیر فلزات نیز استفاده کرد.
رایجترین نوع شیوه برشکاری فلزات که خود شامل موارد زیادی در زیرمجموعه خود است، برش لیزری است. این روش معمولاً برای صنایع خاصی مانند نظامی، پزشکی، هوایی، آزمایشگاهی، پژوهشی و … مورد استفاده قرار میگیرد. البته برش لیزری تنها مخصوص فلزات نیست، بلکه میتوان از آن برای برش غیر فلزات نیز استفاده کرد.
سرعت برشکاری با دستگاه CNC برش لیزر فلزات به نوع لیزر و توان آن وابسته است ، در ضخامت های کم لیزر سرعت برشکاری بالایی دارد و در ضخامت های بالا سرعت آن به شدت کاهش پیدا میکند
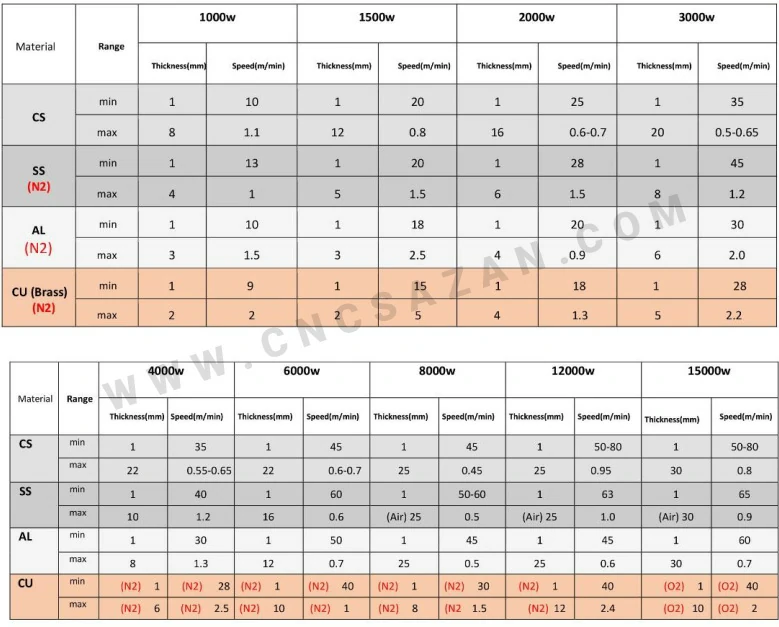
جدول پارامتر های برش لیزر فایبر

به علت متفاوت بودن ضریب جذب فلزات مختلف، امکان برشکاری تمام فلزات با یک نوع لیزر وجود ندارد ،لیزر گاز کربن با طول موج بلند برای برش فولاد مناسب است ولی برای فلزات رنگی و حتی فولاد های گالوانیزه مناسب نیست و باید از لیزر فایبر استفاده کرد.اگر به مطالعه در زمینه برش لیزر علاقه مند هستید ، میتوانید مقاله های زیر را مطالعه کنید.
بررسی تخصصی دستگاه سی ان سی برش لیزر (آناتومی)
عیوب و نواقص رایج در برش لیزری با دستگاه لیزر فایبر
دستگاه برش لیزری مدل Shuffle در برابر HD
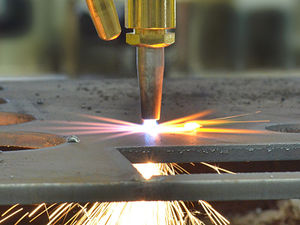
برش پلاسما

دستگاه برش پلاسما
برشکاری پلاسما رنج متنوعی از تکنولوژی های را در بر میگیرد، تنوع بالای روش برش پلاسما و رنج قیمت بسیار متنوع یونیت های پلاسما ، این روش را برای کاربردهای زیادی مناسب کرده است. برش پلاسما سرعت بالاتری را نسبت به هواگاز فراهم میکند و رنج مناسب برشکاری از ۱ میلیمتر تا ۳۰ میلیمتر فولاد را دارد. و با استفاده از یونیت های پلاسمای مناسب رنج برشکاری از ۰.۵ میلیمتر تا ۱۶۰ میلیمتر قابل افزایش است.

برشکاری مناسب برای پلاسما بین رنج ۲ تا ۲۰ میلیمتر انواع فلزات است، در این رنج سرعت و کیفیت آن با هواگاز قابل رقابت و نیز هزینه سرمایه گذاری و تولید کمی دارد
برش پلاسما در رنج ۱ میلیمتر تا ۱۰ میلیمتر اقتصادی ترین و سریعترین روش برش تمامی فلزات است.
مقاله های مرتبط :
۱۰ فاکتور موثر در افزایش سرعت و دوام دستگاه سی ان سی برش آهن پلاسما
بهترین کیفیت برش در دستگاه های سی ان سی پلاسما
دانلود پی دی اف مقاله برش پلاسما
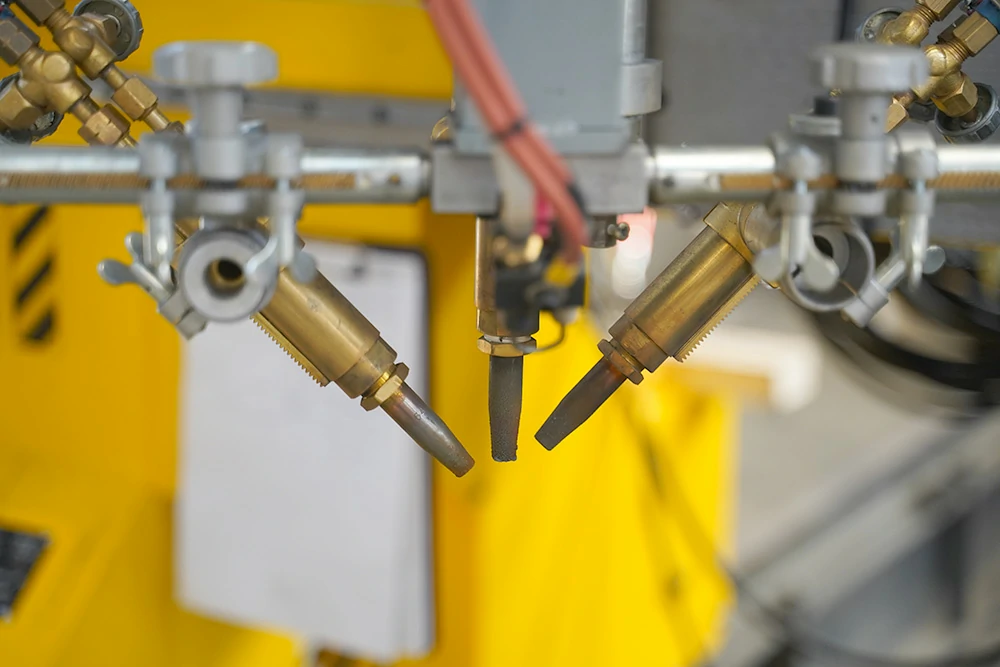
برش هواگاز
دستگاه برش هواگاز
قدیمی ترین روش و متداول ترین روش برای برش آهن و فولاد است، کسب لبه های برش دقیق و تمیز در ضخامت های بالا از مزایای این روش است.برشکاری هواگاز در رنج مناسب بین ۱۰ تا ۲۰۰ میلیمتر در حالت معمولی است و با استفاده از روشهای خاصی میتوان برشکاری از ضخامت حدود ۶ میلیمتر تا ۳۰۰ میلیمتر را نیز با هواگاز انجام داد.
مهمترین مزیت برشکاری هواگاز امکان نصب چندین تورچ به صورت موازی و برشکاری همزمان است که بدون هزینه اضافی ظرفیت تولید را افزایش میدهد.
برش هواگاز-پلاسما

دستگاه چند منظوره برش پلاسما-هواگاز CNC که همزمان مجهز به هد پلاسما و هواگاز میباشد، با امکان دریل کردن و مارک کردن قطعه ، قابلیت هایی دارد از قبیل:
- طول وعرض نامحدود
- با قابلیت نصب انواع آپشن ها
- مناسب برای کارهای سنگین ومرکب
- طراحی ارگونومی
- مناسب برای واحد های خدمات برش ماشین سازی ها استراکچر فلزی و …
- مجهز به کنترل ارتفاع خودکار
- قابلیت برش فلزات ضخیم تا ضخامت ۳۲۰ میلیمتر
هد پخ زن دستگاه CNC برش فلزات هواگازپلاسما
برش هواگاز در رنج ۱۰ تا ۳۰۰ میلیمتر اقتصادی ترین روش برش فولاد است
برش واتر جت

دستگاه برش واترجت
برش با فشار آب امکان برش همه انواع جامدات را دارد ، روش واترجت امکان ایجاد لبه های برش بسیار دقیق را فراهم میکند.کیفیت لبه های برش واترجت میتواند از لیزر هم بهتر شود و نیز هیچ تنش گرمایی هم در قطعه کار ایجاد نمیکند.
برش واترجت بالاترین کیفیت ، بیشترین ضخامت برش در هر نوع متریالی را ایجاد میکند
سرمایه گذاری اولیه دستگاه های مختلف سی ان سی
برش لیزر فایبر
در برش لیزر با توجه به توان لیزر و تکنولوژی آن نوع فلزات قابل برشکاری و ضخامت آنها تغییر میکند و نیز با توجه به نوع لیزر میز برشکاری هم باید با آن متناسب باشد که امکان تعویض و آپدیت سورس لیزر را مشکل میکند ، لیزرهای فایبر نوآوری جدیدی هستند که سهولت استفاده و سرعت و دقت بالاتری را در عوض قیمت بالاتر فراهم میکند، لیزرهای فیبر با عمر بالای ۱۰۰ هزار ساعت در مقایسه با لیزر کربن با عمر کمتر از ۱۰ هزار ساعت انتخاب بهتری برای توان های کم هستند.اگر سرمایه کافی برای استفاده از این تکنولوژی را داشته باشید ، قطعا لیزر فایبر از بهترین روش های برشکاری متداول برای فلزات به شمار می رود.
برش هواگاز
سرمایه گذاری اولیه در برشکاری هواگاز بسیار کم است و هزینه قطعات مصرفی کمی هم دارد ، هزینه عمده شامل گاز برشکاری و اکسیژن است
برش پلاسما
در پرش پلاسما با توجه به کیفیت ، سرعت و ضخامت برشکاری رنج قیمت یونیت پلاسما از حدود ۳ میلیون تا ۲۰۰ میلیون تومان متغییر ، رنج ضخامت برشی یونیت های ارزان قیمت تا ۲۰ میلیمتر و سرعت برشکاری حدود ۱ متر در دقیقه در ضخامت ۸ میلیمتر است ، در یونیت تا ۴۰ میلیون تومان سرعت برشکاری تا ۶ متر در دقیقه در ضخامت ۱ میلیمتر و ۲ متر در دقیقه در ضخامت ۸ میلیمتر میرسد ، رنج قیمت بالاتر امکانات برشی فلزات رنگی و کیفیت لبه های برشی در کلاس لیزر را فراهم میکند
هزینه عمده در پرس پلاسما نازل و الکترود است که با توجه به حجم برش نیاز به تعویض دارند.
برش واتر جت
برش واتر جت هزینه سرمایه گذاری در حد پلاسمای دقیق دارد و برای غیر فلزات و یا فلزات خاص و برشکاری بدون تنش گرمایی مناسب است ، هزینه جاری بالای برش واترجت شامل مواد ساینده و نازل های آن کاربرد این روش را برای برش معمولی فولادها کم کرده است.
برای رنج ساخت سازه های صنعتی ، بدنه ماشین آلات و قطعات با تولرانس تا ۰.۵ میلمتر روش هواگاز و پلاسما مناسب است، اگر ضخامت های زیر ۲۰ میلیمتر باشد روش پلاسما و ضخامت های بالای ۲۰ میلیمتر روش هواگاز اقتصادی تر است
برش لیزر برای ضخامت های زیر ۱۰ میلیمتر مناسب است و با کیفیت های سطح بسیار بالا مناسب است
برش واتر جت برای ضخامتهای کم تا زیاد فولاد و نیز دقت های بسیار بالا مناسب است،برش دقیق واترجت با کاهش سرعت همراه است که هزینه را افزایش میدهد
کاربری کلی برای روشهای برشکاری
هواگاز:
- ساخت سازه های فلزی سنگین ، ماشین آلات سنگین ، ساخت تیراژی قطعات با ضخامت حداقل ۱۰ میلیمتر
پلاسما:
- ساخت سازه های فلزی سبک ، ماشین سازی ،
- برشکاری ضخامت های ۰.۵ میلیمتر تا ۱۰ میلیمتر
- ساخت قطعات تیراژی با ضخامت حداکثر ۱۵ میلیمتر
لیزر:
- ساخت سازه های سبک ، قطعات دقیق ماشین آلات و با ضخامت کم
واترجت:
- ساخت قطعات دقیق ماشین آلات ، برش تمامی مواد
جمع بندی:
در بررسی کاملی که از انواع روش و دستگاه های CNC برش فلزات داشتیم به این نتیجه رسیدیم که روز به روز روش های بهتر و دستگاه های نوین جایگزین دستگاه های سنتی میشوند. جدیدترین روش و تکنولوژی روز برش CNC فلزات، دستگاه برش لیزر فایبر میباشد. این دستگاه قادر به برش انواع فلزات تا ضخامت ۲۵ میلیمتر و کیفیتی بینظیر و سطحی عاری از پلیسه میباشد. با توجه به سرعت بالای برشکاری و کیفیت عالی برش، این دستگاه قیمت نسبتا بالاتری هم داشته که آن را برای صنایعی که برش فلز در حجم های بالا در اسرع وقت انجام میدهند، بهترین گزینه میباشد. حجم بالای نیاز به دستگاه های CNC برش لیزر فایبر و هواگاز-پلاسما باعث میشود که بصورت دست دوم هم تقاضای زیادی برای خرید و فروش داشته باشند. همچنین دستگاه برش هواگاز-پلاسما میتواند ضخامت های بالاتر نسبت به لیزرفایبر ولی کیفیت و سرعتی به نسبت پایین تر ارائه دهد. البته قیمت پایین تر این دستگاه، خرید آن را برای خیلی از مشاغل توجیه میکند. سایر روش ها نیز علی رغم اینکه در برخی از صنایع استفاده میشود، قابل پیش بینی میباشد که به زودی جای خود را به روش های نوین برشکاری فلزات دهند.
شرکت دانش بنیان CNC سازان، ارائه دهنده انواع دستگاه های CNC برش لیزر فایبر و پلاسما-هواگاز با بیش از بیست سال تجربه در صنعت دستگاه های CNC میباشد. برای مشاهده انواع دستگاه های برش CNC سازان میتوانید صفحه محصولات را بررسی کنید.



5 Comments
مقاله ی کامل و جامعی بود.با تشکر از شما
کاتالوگ دستگاه هاتون رو چطور میتونم داشته باشم؟
سلام و عرض ادب. در بالای صفحه ، در منو ی دانلود ها قابل دسترس هست
سلام
ضمن تشکر بابت توضیحات ارائه شده، اختصاصاً مناسب ترین روش برای برش ورق آهن گالوانیزه با ضخامت ۲ میلیمتر، چیست؟
ضمن سلام و عرض خسته نباشید، بسته به نوع نیاز شما و دقت های ابعادی در حال حاضر سریع ترین و با کیفیت ترین نوع برش، دستگاه برش لیزر فایبر میباشد.