بررسی تخصصی دستگاه سی ان سی برش لیزر (آناتومی)

کاملترین مقاله درباره لیزر فایبر
آذر ۹, -۶۲۲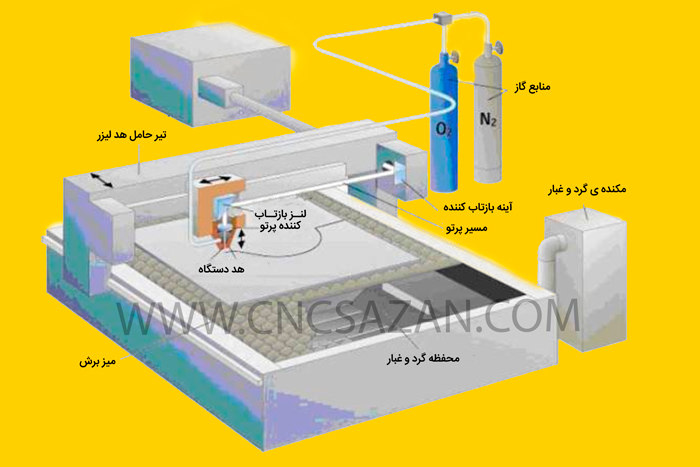
در مقاله های قبلی توضیح دادیم که به چه دستگاه های CNC گفته می شود.همچنین در مورد فرآیند ماشین های برش لیزر مقاله ای تهیه و در سایت قرار دادیم.اما ذر این مقاله قصد داریم بصورت تخصصی به بررسی و تحلیل آناتومی دستگاه های سی ان سی برش لیزر بپردازیم.
دستگاه سی ان سی برش لیزر

دیاگرام فرایند برش لیزر
مسیر پرتو نوری
آناتومی دستگاه سی ان سی برش لیزر فایبر
هد دستگاه سی ان سی برش لیزر فایبر
هد های برش جزو اصلی ترین قطعات دستگاه محسوب می شود که بر روی کیفیت و دقت محصول تاثیر مستقیم میگذارد
.
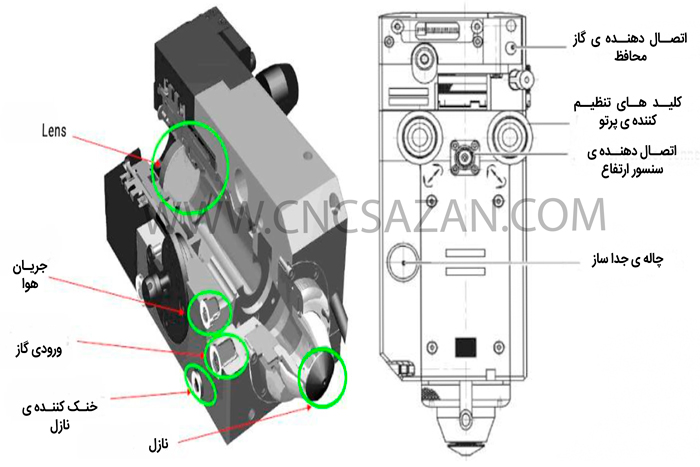
آناتومی هد (Head ) دستگاه سی ان سی برش لیزر فایبر
هد های دستگاه های لیزر معمولا متشکل شده از لنز ، آینه و نازل. باریکه اشعه ی لیزر پس از دریافت انرژی از سورس با عبور از لنز لیزر، در نهایت از نازل این قطعه خارج می شود و بر روی متریال قرار می گیرد.
یکی از نکات پر اهمیت که در این قطعه باید مورد توجه قرار گیرد این است که باریکه پرتو لیزر باید دقیقا از وسط نازل هد خارج شود تا ریزترین و دقیق ترین اثرگذاری را بر روی متریال در حال برش داشته باشیم.
فاصله ی هد از قطعه در هنگام برش باید با توجه به جنس متریال قطعه ، ضخامت متریال و نقشه ی برش تنظیم و کنترل شود.
در محل خروجی اشعه ی لیزر ، نازل فرار دارد که که پرتو پس از عبور از لنز از این قطعه خارج شده و بر روی قطعه ی مورد نظر اعمال می شود و کیفیت و دقت برش متاثر از این قطعه می باشد.
سی ان سی سازان بصورت مستقیم از کمپانی اصلی این هد های برش را تهیه کرده و در اختیار شما عزیزان قرار میدهد

هد دستگاه برش لیزر فایبر
✨تامین کامل قطعات دستگاه های برش و سی ان سی
✨قطعات کاملا ارجینال و ساخت کمپانی اصلی
✨ارائه کامل خدمات و پشتیبانی
✨ آماده ثبت سفارش هر نوع قطعات درخواستی و سفارشی

نازل دستگاه برش لیزر فایبر
جزییات ماشین برش لیزر
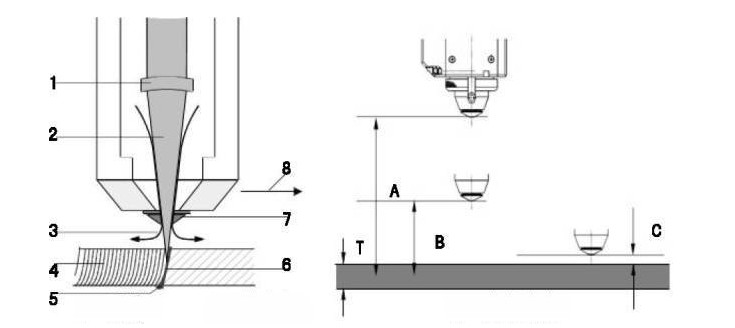
جزییات فرآیند ماشین برش لیزر فایبر
۱ : لنز
۲ : مجرای لیزر
۳ : جریان گاز
۴ : خطوط برش
۵ : مواد مذاب
۶ :سطوح برش
۷ : نازل
۸ : مسیر برش
A : ارتفاع خالی
B : ارتفاع پانچ
C : ارتفاع برشکاری
T : ضخمت ورق
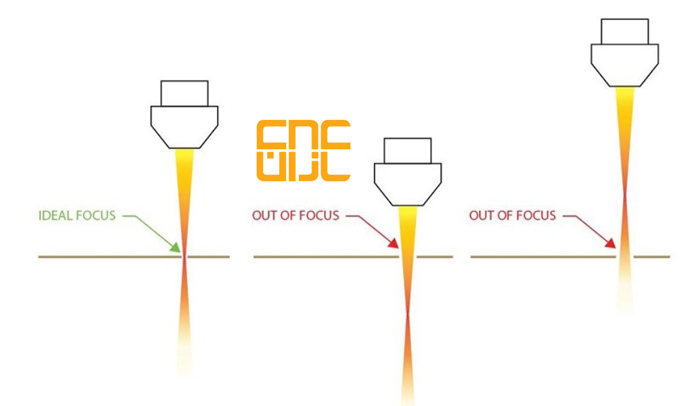
انتخاب موقعیت فوکوس (Focus)
در فرآیند برش لیزر ، موقعیت فوکوس لیزر تأثیر زیادی در کیفیت سطح برش می گذارد .
فلزات مختلف در مورد فوکوس ، نیازهای متفاوتی دارند.
به عنوان مثال ، هنگام برش فولاد کربن ، تمرکز روی سطح بالای صفحه فلز است.
هنگام برش فولاد ضد زنگ ، فوکوس لنز روی حدود ۱/۲ ضخامت صفحه است.
هنگام برش آلیاژ آلومینیوم ، موقعیت فوکوس نزدیک به سطح پایین صفحه است.
هنگام برش نمونه فولاد ضد زنگ ۲ میلی متر ، موقعیت فوکوس در حدود ۰.۸ ~ ۱.۲ میلی متر زیر سطح صفحه است.
فوکوس (Focus) دستگاه سی ان سی برش لیزر فایبر
در طی فرآیند برش ، به دلیل سطحوح ناهموار فلزات ، موقعیت فوکوس لیزر تغییر خواهد کرد ، بنابراین بر کیفیت برش تأثیر می گذارد.
به منظور غلبه بر این پدیده ، سنسور خازنی با حساسیت بالا را بر روی هد دستگاه برش قرار میگیرد تا در زمان عملیات برش بازخورد اطلاعات فاصله بین نازل و پنل به سیستم CNC را متوجه شوید.
قدرت، توان و سرعت برش لیزری
قدرت لیزر تأثیر زیادی در ضخامت برش ، سرعت برش ، عرض برش و کیفیت برش دارد.به طور کلی هرچه قدرت لیزر بزرگتر باشد ، صفحه برش ضخیم تر و سرعت برش سریع تر است.برای هر ضخامت خاص صفحه و سرعت برش ، دامنه ی خاصی از توان لیزر وجود دارد.زبری سطح برش کمترین تاثیر را در این محدوده دارد.در هنگام انحراف از محدوده بهینه توان ، زبری سطح قطعه کار افزایش می یابد.راندمان پردازش کاهش و هزینه افزایش می یابد.
رابطه ی سرعت و قدرت
افزایش یا کاهش بیشتر قدرت منجر به نقص سوختگی یا سرباره می شود.هنگامی که قدرت لیزر و فشار گاز کمکی مشخص باشد ، سرعت برش و عرض شکاف رابطه معکوس غیرخطی را حفظ می کند.
با افزایش سرعت برش ، عرض شکاف کاهش می یابد.
با کاهش سرعت برش ، عرض شکاف افزایش می یابد.
سرعت برش رابطه پارابولیک با زبری سطح بخش برش را نشان می دهد : با افزایش سرعت برش از صفر ، ناهمواری سطح آن به تدریج کاهش می یابد و سرعت برش همچنان افزایش می یابد.با رسیدن به سرعت مطلوب برش ، زبری سطح قسمت برش حداقل است.با افزایش سرعت برش ، زبری سطح بخش کاهش می یابد.
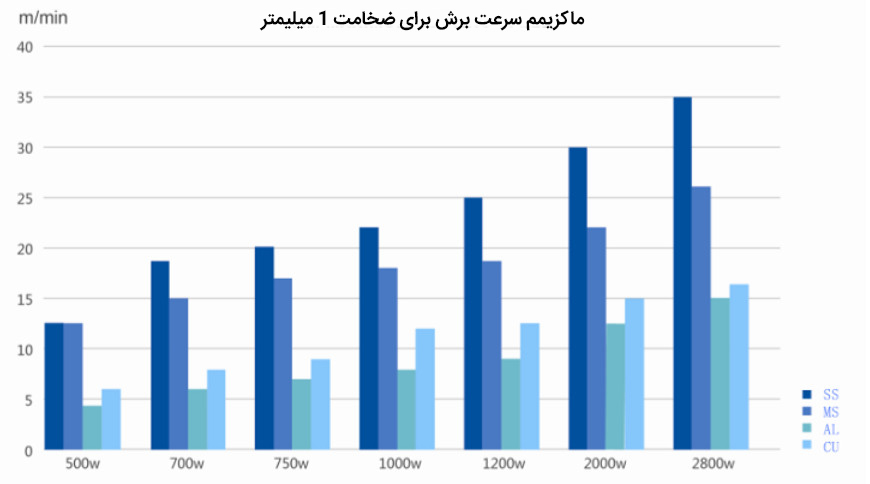
سرعت برش دستگاه سی ان سی برش لیزر فایبر با توان های مختلف
وقتی سرعت برش به مقدار مشخصی افزایش یابد ، دستگاه دیگر قابلیت برش را از دست می دهد.
علاوه بر این ، سیستم CNC به طور خودکار قدرت برش را با توجه به سرعت برش تنظیم میکند.
به عنوان مثال ، سرعت برش معمولاً هنگام برش دایره کوچک و زاویه های تیز کمتر است. در این زمان ، سیستم CNC می تواند قدرت برش را با توجه به سرعت واقعی برش کاهش دهد ، و می تواند دقت بسیار عالی برش و کیفیت مقطع را بدست آورد.
برای آشنایی بیشتر با نقوص احتمالی در برش فلزات با دستگاه سی ان سی لیزر و راه حل های برطرف کردن آن ، می توانید این مقاله را مطالعه کنید.همچنین برای آشنایی با انواع روش ها و دستگاه های برش سی ان سی این مقاله را بررسی کنید.
ویدیو کلیپ های مرتبط با دستگاه های سی ان سی زا میتوانید در قسمت ویدیو های سایت یا کانال آپارات سی ان سی سازان دنبال کنید.


