انواع عیوب اصلی جوش در فرآیند جوشکاری و دلایل آن

کاملترین مقاله درباره لیزر فایبر
تیر ۳۱, ۱۳۹۹
CNC چیست ؟!
تیر ۳۱, ۱۳۹۹
شناخت انواع عیوب اصلی جوش در جوشکاری می تواند در این فرایند از ضرر ها و خسارت های احتمالی تا حد زیادی چلوگیری کند.
تمامی جوشکاران ، متخصصان ، کارشناسان ، مهندسان و بازرسان فعال در صنایع مختلف که از فرایند جوشکاری استفاده میکنند باید با عیوب و نواقص انواع جوش آشنایی کامل داشته باشند.
در این مقاله سعی میکنیم تا بصورت کامل به بررسی و تحلیل این موضوع بپردازیم.
همچنین در مقاله ی قبلی انواع روش های جوشکاری را بررسی کردیم.در صورت نیاز می توانید با کیلیک روی این قسمت این مقاله را مطالعه کنید.برای بررسی انواع روش های متداول برش CNC نیز میتوانید این مقاله را مطالعه کنید.
راهنمای کامل انواع عیوب اصلی جوش در جوشکاری
به منظور دستیابی به یک جوش با کیفیت ، باید متغیر های جوشکاری را به درستی انتخاب شده باشد.این متغیر ها عبارتند نوع الکترود متناسب با فلز پایه از نظر نوع روکش و فلز پرکننده ، وضعیت جوشکاری ، ساختار اتصال ، تکنیک جوشکاری و انواع مشخصه های الکتریکی از جمله قطبیت ، آمپراژ و ولتاژ است.
چنانچه انتخاب و استفاده هر یک از این مولفه ها با خطا همراه باشد ، جوش دچار عیب خواهد شد.در ادامه به تشریح انواع عیوب اصلی جوش و علت های آن خواهیم پرداخت.
انواع عیوب جوش (Weld Defects)
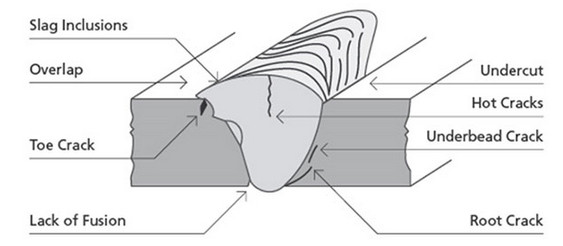
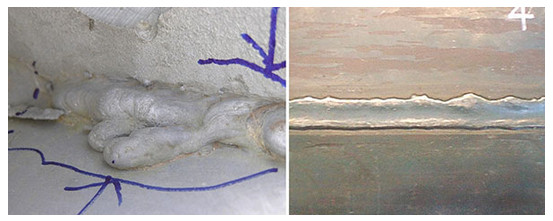
۱) روی هم افتادگی ( Overlap )
نقصی در کنار یا ریشه جوش که به دلیل جاری شدن فلز بر روی سطح فلز پایه و یا پرس جوش قبلی ایجاد می شود بی آنکه ذوب و اتصال مناسب با آن ایجاد شود.این عیب می تواند اثری مانند بریدگی کناره جوش داشته باشد و یک منطقه تمرکز تنش ناشی از عدم یکنواختی در جوش ایجاد شود.
روی هم افتادگی از جمله انواع عیوب اصلی جوش در جوشکاری می باشد که به دلایل زیر اتفاق می افتد:
روی هم افتادگی (Overlap)
۱. استفاده از الکترود با قطر زیاد
۲. آمپراژ بسیار کم
۳. سرعت کم حرکت در جوشکاری
۴. زاویه اشتباه الکترود
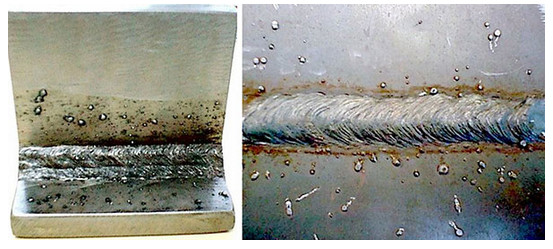
۲) بریدگی کناره جوش (Undercut)
شیاری است غیر یکنواخت ، بصورت کنگره ای در کنار یا ریشه جوش و یا لبه فلز پایه ایجاد می شود.این عیب ضمن کاهش سطح مقطع فلز پایه می تواند موجب تمرکز تنش و یک منطقه مستعد برای ترک شود.
(بریدگی) سوختگی کناره جوش (Undercut)
بریدگی کناره جوش (Undercut)
بریدگی کناره جوش از جمله انواع عیوب اصلی جوش در جوشکاری می باشد که به دلایل زیر اتفاق می افتد:
۱) آمپراژ زیاد
۲) طول قوس بلند
۳) حرکت موجی زیاد الکترون
۴) سزعت حرکت بسیار زیاد در جوشکاری
۵) سرباره با ویسکوزیته زیاد
۶) متمایل بودن زیاد زاویه الکترود به سطح اتصال
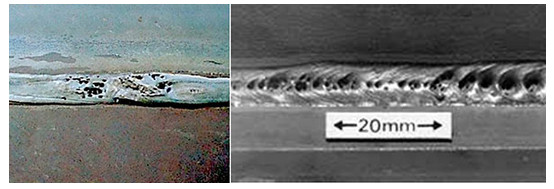
۳) آخال های سرباره (Slag Inclusion)
به هر ماده ی اضافی غیر فلزی که در یک اتصال باقی می ماند ، آخال های سرباره می گویند. این مواد اضافی می توانند در مقطع جوش نقاط ضعیفی ایجاد کنند. آخال های سرباره استحکام سطح مقطع جوش را کاهش داده و یک منطقه مستعئ ترک ایجاد میکنند.
ناخالصی سرباره جوش (Slag Inclusion)
آخال های سرباره در جوشکاری به دلایل زیر اتفاق می افتد:
۱) پاک نشدن مناسب سرباره از پاس های قبلی
۲) آمپراژ ناکافی
۳) زاویه یا اندازه نادرست الکترود
۴) آماده سازی نادرست قطعه کار
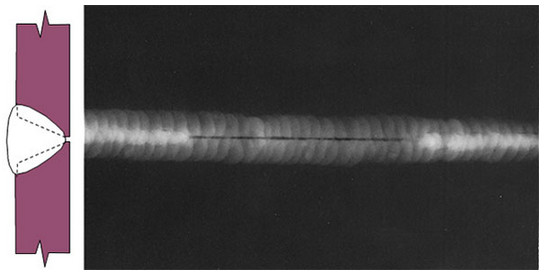
۴) ذوب ناقص ( lack of fusion , LOF )
عدم اتصال بین فلز جوش و فلز پایه یا بین لایه های جوش که اتصال جوش را ضعیف کرده و یک منطقه مستعد ترک خستگی ایجاد می شود.
ذوب ناقص جوش (Lack of Fusion – LOF)
ذوب ناقص جوش (Lack of Fusion – LOF)
ذوب ناقص در جوشکاری به دلایل زیر اتفاق می افتد:
۱. استفاده از الکترودهای کوچک برای فولاد ضخیم و سرد
۲. آمپراژ ناکافی
۳. زاویه الکترود نامناسب
۴. سرعت حرکت بسیار زیاد جوشکاری
۵. سطح آلوده ( پوسته نورد، لکه، روغن و … )
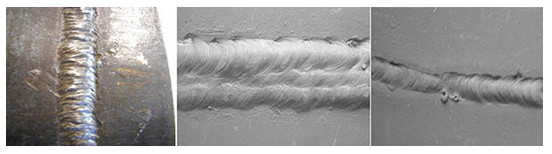
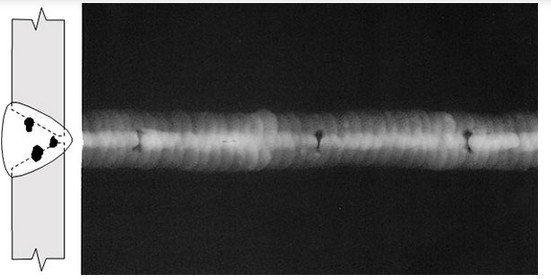
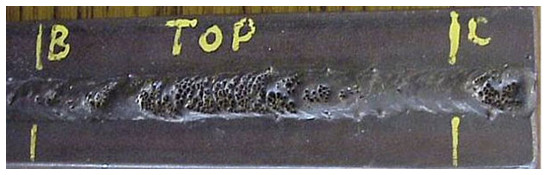
۵) تخلخل ( porosity )
تخلخل ، حفره یا سوراخی است که به صورت داخلی یا خارجی در جوش دیده می شود که به نام های ” مک لوله ای ” ، ” مک سطحی ” یا ” سوراخ ھای کرمی ” نیز شناخته می شود که موجب کاھش استحکام اتصال جوشی می شود. تخلخل سطحی به اتمسفر خورنده اجازه می دھد که فلز جوش را مورد حمله قرار دھد و موجب خوردگی آن شود.
تخلخل در جوش (Weld Porosity)
تخلخل خوشه ای در جوش (Weld Clustered Porosity)
تخلخل در جوشکاری به دلایل زیر اتفاق می افتد:
۱. سطح فلزپایه مرطوب و یا آلوده مثل آلودگی های روغن، غبار، لکه یا زنگار
۲. مرطوب بودن و یا شکستگی روپوش الکترود
۳. محافظت گازی ناکافی از قوس الکتریکی و حوضچه مذاب
۴. وجود مقادیر بالای گوگرد و فسفر در فلزات پایه
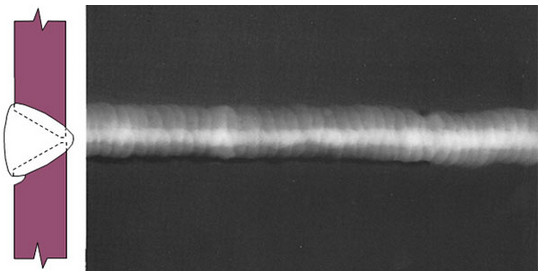
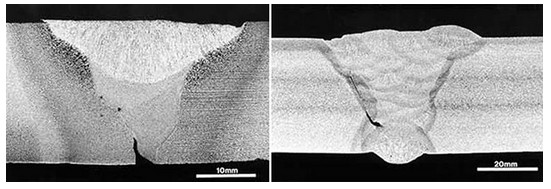
۶) عدم نفوذ ( نفوذ ناقص ) ( lack of penetration , LOP )
عدم نفوذ کامل فلز جوش در ریشه اتصال که موجب ضعف اتصال جوشی و ایجاد یک منطقه مستعد ترک خستگی می شود.
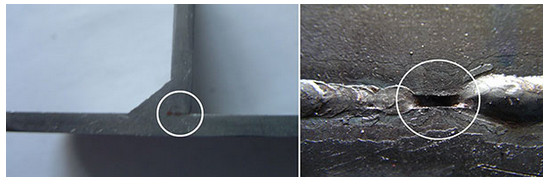
نفوذ ناقص جوش (Lack of Penetration – LOP)
نفوذ ناقص جوش (Lack of Penetration – LOP)
نفوذ در جوشکاری به دلایل زیر اتفاق می افتد:
۱. آمپر بسیار پایین
۲. فاصله ریشه ناکافی
۳. استفاده الکترود باقطر بالا در پاس ریشه
۴. سرعت حرکت زیاد جوشکاری
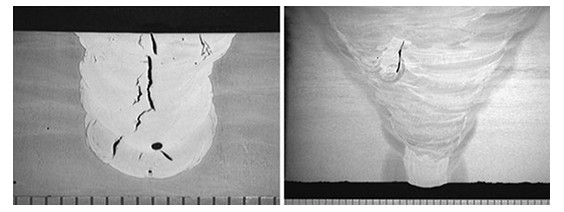
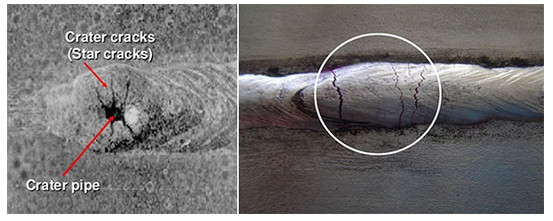
۷) چاله جوش ( crater )
چاله جوش، حوضچه هایی است که در انتهای جوش اتفاق می افتد و با ترک هایی از مرکز حوضچه به اطراف
همراه است که گاهی به این ترک، ترک ستاره ای نیز گفته می شود. ترک چاله جوش ، ترک انقباضی بوده و
معمولا از قطع ناگهانی قوس ناشی می شود. ترک چاله جوش معمولا ب سه صورت طولی، عرضی و ستاره ای
دیده می شود.
۸) پاشش ( ترشح ) یا جرقه زیاد ( spatter )
قطرات مذاب که از منطقه قوس به اطراف پراکنده می شوند و در صورت قرار گرفتن در محل درز جوش می تواند باعث عدم ذوب فلز پایه شوند.
پاشش جوش (Spatter)
پاشش در جوشکاری به دلایل زیر اتفاق می افتد:
۱. آمپراژ زیاد
۲. طول قوس بلند
۳. استفاده از الکترود مرطوب
۴. وزش قوس
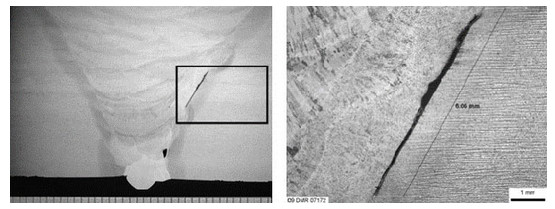
۹. ترک در جوش ( crack )
منظور از ترک ، پدیده ای است که در اثر عواملی مانند انجماد سریع ( ترد شدن منطقه جوش ) و تنش های داخلی ناشی از انقباض جوش، ایجاد می شود. ترک ها از نظر زمانایجاد به دو نوع ترک گرم و ترک سرد تقسیم بندی می شوند. ترک های گرم، ترک هایی هستند که در دمای بالا رخ می دهند و ترک های سرد ترک هایی هستند که بعد از اینکه جوش به دکای محیط رسید، رخ می دهد. بیشتر ترک ها در اثر تنش های کششی ناشی از انقباض جوش ایجاد می شوند.
ترک جوش (Weld Cracks)
ترک عرضی و ترک ستاره ای در جوش (Weld Cracks)
الف – ترک به صورت خط مرکزی (طولی) :
علت ترک مرکزی یکی از سه پدیده زیر است :
۱ – ترکی که ناشی از جدایش و تفکیک است : ناخالصی هایی نظیر گوگرد، فسفر، روی، مس و قلع در فلز جوش یا فلز پایه می توانند با آهن ترکیباتی با نقطه ذوب پایین تشکیل دهند و در حین سرد شدن جوش به وسط جوش هدایت شده و باعث جدایش و در نتیجه ترک در مرکز جوش شود.
۲ – ترکی که مربوط به شکل گرده جوش است : این نوع ترک بیشتر در جوش های تک پاسه اتفاق می افتد. اگر یک پاس جوش دارای عمق بیشتری نسبت به عرض آن باشد و یا اینکه پهنای جوش زیاد ولی عمق نفوذ خیلی کم باشد، این نوع ترک اتفاق می افتد.
۳ – ترکی که مربوط به شرایط سطحی جوش است : اگر جوش هایی با سطح مقعر ایجاد شود،
تنش هایی از انقباض های داخلی کم می شود که سطح جوش تحت کشش قرار گرفته و موجب ایجاد ترک
در خط مرکزی می شود.
ب – ترک عرضی :
ترک عرضی، ترک متقاطع نیز نامیده می شود. ترکی است که درجهت عمود بر طول جوش ایجاد می شود. این نوع ترک، از انواعی است که اغلب در جوشکاری با آن مواجه می شویم و معمولا در جوشی که دارای استحکام بالاتری در مقایسه با فلز پایه باشد و دارای چقرمگی کمی است دیده می شود.این نوع ترک با نفوذ زیاد هیدروژن به منطقه جوش و افزایش تنش های پسماند و سرد شدن سریع جوش، تشدید می شود.
ج- ترک منطقه متاثر از حرارت جوش :
این نوع ترک به صورت طولی در کنار نوار جوش روی فلز پایه اتفاق می افتد و زمانی رخ می دهد که سه شرط زیر در محل اتصال
برقرار باشد :
۱) نفوذ هیدروژن زیاد در منطقه جوش
۲) افزایش تنش های پسماند
۳) ترد شدن منطقه جوش ( در اثر سرد شدن سریع جوش وجود کربن زیاد در فلز پایه)
جمع بندی مقاله جوشکاری :
برای داشتن اتصال مستحکم و پایدار باید فرآیند جوشکاری با نهایت دقت و کیفیت انجام شود.با شناخت انواع نقص های احتمالی جوش ، احتمال ایجاد عیب در جوش تا حد زیادی کاهش پیدا میکند.همچنین برای بازرسی و اطمینان از کیفیت جوش ، لازم است که فرایند جوشکاری ، عیوب و پیچیدگی های جوش به دقت بررسی شود.
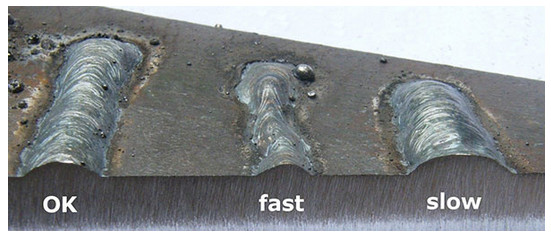
مقایسه شکل جوش حاصل از سرعت جوشکاری مختلف

مقایسه شکل جوش حاصل از ولتاژ جوشکاری مختلف
با پیشرفت تکنولوژی و علم روز جوشکاری ، روز به روز عیوب و نقص های جوش کاهش پیدا میکند و دستگاه های جدیدی که برای جوشکاری پدید می آیند ، کیفیت ، سرعت و دفت این فرآیند را تا حد بسیاز زیادی بهبود میبخشند.جدید ترین تکنولوژی معرفی شده به بازار ایران ، دستگاه های جوش لیزری است که برای جوشکاری از پرتو های لیزر استفاده میکنند.این تکنولوژی، جوش های مستحکم ، با کیفیت بالا و متداوم ایجاد میکند.
دستگاه های جوش لیزری ، جزو جدید ترین محصولات شرکت cnc سازان است که آماده ارایه به مشتریانی که به کیفیت جوش اهمیت می دهند ، میباشد.
برای اطلاع از لیست محصولات میتوانید از صفحه ی اصلی سایت شرکت cnc سازان قسمت محصولات را بررسی کنید یا بر روی این قسمت کلیک کنید تا مستفیم به این صفحه وارد شوید.
منابع استفاده شده در این مقاله : Roshd.ir , www.Weldica.com


